
Industry 4.0, also known as the Fourth Industrial Revolution, is revolutionizing various sectors, including pharmaceutical manufacturing. This article discusses the impact of Industry 4.0 on pharma manufacturing and explores the potential benefits and challenges it brings. From automation and data analytics to robotics and AI, Industry 4.0 is reshaping the way pharmaceuticals are produced, improving efficiency, quality, and compliance in the process.
1. Overview of Industry 4.0 and its significance in the pharmaceutical manufacturing sector
Industry 4.0, also known as the Fourth Industrial Revolution, has transformed various sectors, and the pharmaceutical manufacturing industry is no exception. This revolutionary concept merges automation, machine learning, and data analytics to create a more efficient manufacturing process. With Industry 4.0, pharmaceutical companies can optimize their operations, improve product quality, and reduce costs. This technological advancement has enabled the industry to produce drugs with enhanced precision and speed, leading to improved patient outcomes. Furthermore, the use of sensors and real-time data analysis allows manufacturers to proactively identify and address potential issues, ensuring the safety and efficacy of medications. In conclusion, Industry 4.0 has revolutionized the pharmaceutical manufacturing sector, ultimately benefiting both the industry and consumers alike.
2. The potential benefits and challenges of implementing Industry 4.0 in pharma manufacturing
In my opinion, the potential benefits of implementing Industry 4.0 in pharma manufacturing are vast. One of the major advantages is the increased efficiency and productivity that can be achieved through automation and digitization of the manufacturing process. This can lead to faster production times, reduced human error, and improved product quality. Additionally, Industry 4.0 technologies, such as IoT devices and data analytics, can provide valuable insights and real-time monitoring of production processes, allowing for proactive maintenance and predictive quality control. However, there are also challenges that need to be addressed when implementing Industry 4.0 in pharma manufacturing. These include the need for investments in infrastructure and equipment, ensuring data security and privacy, and upskilling the workforce to effectively utilize and manage the new technologies. Despite these challenges, I believe that embracing Industry 4.0 in pharma manufacturing can revolutionize the industry and lead to significant advancements in patient care and drug development.
3. Advances in automation and robotics: revolutionizing the production process in the pharma industry
Advances in automation and robotics have truly revolutionized the production process in the pharmaceutical industry. As a female professional in this field, I have witnessed firsthand how these technological advancements have greatly improved efficiency and accuracy in drug manufacturing. With the introduction of automated systems and robotic arms, tasks that used to require a significant amount of time and manual labor can now be completed swiftly and seamlessly. This has not only expedited the production process but also minimized the margin of error, ensuring that medications are manufactured with the highest level of precision. Additionally, automation has reduced the need for human intervention in potentially hazardous tasks, prioritizing safety in the workplace. As a result, the pharmaceutical industry has experienced a significant boost in productivity, allowing for the development and distribution of life-saving medications at a faster pace. The integration of automation and robotics in the pharma industry has truly transformed the way we produce medications and has paved the way for further advancements in the future.
4. Big data analytics and artificial intelligence in pharma manufacturing: enhancing productivity and efficiency
In today’s rapidly evolving pharma manufacturing industry, the integration of big data analytics and artificial intelligence has become increasingly crucial in enhancing productivity and efficiency. As a professional working in this field, I have witnessed firsthand the transformation brought about by these advanced technologies. The vast amount of data generated during the production process can now be efficiently analyzed and processed, allowing for real-time monitoring and identification of potential issues. Moreover, artificial intelligence algorithms have proven to be invaluable in predicting and preventing quality defects, reducing downtime, and optimizing overall operations. The seamless integration of big data analytics and artificial intelligence has revolutionized the way we approach manufacturing, allowing for faster decision-making, improved operational efficiency, and ultimately, better patient outcomes.
5. The role of internet of things (IoT) in improving supply chain management and quality control in pharma manufacturing
As a supply chain manager in the pharmaceutical industry, I have witnessed the transformative impact of the Internet of Things (IoT) on improving supply chain management and quality control. The IoT allows for real-time tracking and monitoring of inventory, ensuring that products are delivered efficiently and accurately to their intended destinations. This not only enhances the overall visibility of the supply chain but also minimizes the risk of stockouts or excess inventory. Additionally, IoT sensors can be integrated into manufacturing processes, providing real-time data on equipment performance and product quality. With this information, we can proactively detect and address any issues, ensuring that our products meet the highest quality standards. Overall, the IoT has revolutionized the way we manage our supply chain and maintain quality control in the pharma manufacturing industry.
6. Ensuring data security and regulatory compliance in the era of Industry 4.0 in pharma manufacturing
Data security and regulatory compliance are of utmost importance in the era of Industry 4.0, especially in the pharma manufacturing sector. As a professional working in this field, I understand the critical nature of protecting sensitive information and ensuring that all processes are in line with regulatory requirements. With the increasing use of advanced technologies such as artificial intelligence, cloud computing, and the Internet of Things, it is essential to have robust data security measures in place. This includes encrypting data, implementing firewalls, and regularly monitoring for any potential breaches. Furthermore, complying with regulations such as the Health Insurance Portability and Accountability Act (HIPAA) is crucial to maintain patient privacy and trust. By prioritizing data security and adhering to regulatory standards, we can confidently embrace the benefits that Industry 4.0 offers to enhance pharma manufacturing processes.
Conclusion
In conclusion, Industry 4.0 has the potential to greatly transform the pharma manufacturing industry. With advancements in automation, artificial intelligence, and data analytics, companies can streamline their processes, increase efficiency, and improve quality control. Additionally, the integration of smart technology and connectivity allows for real-time monitoring and proactive maintenance, leading to reduced downtime and cost savings. Overall, embracing Industry 4.0 technologies will undoubtedly lead to a more agile and innovative pharma manufacturing sector.
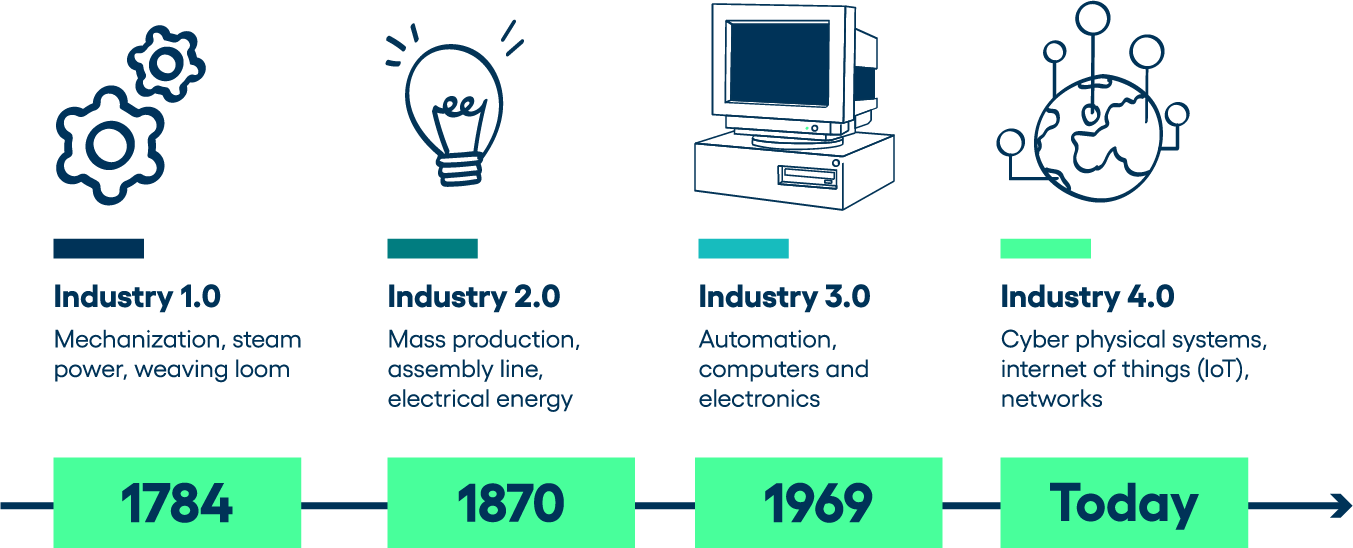
What is Industry 4.0?
Industry 4.0 refers to the fourth industrial revolution, which is characterized by the integration of advanced technologies such as artificial intelligence, robotics, and Internet of Things (IoT) into the manufacturing processes.
How does Industry 4.0 affect pharma manufacturing?
Industry 4.0 has a significant impact on pharma manufacturing. It enables the adoption of smart manufacturing processes, which improve efficiency, productivity, and quality control. It also enables the collection and analysis of real-time data, aiding in the optimization of production and supply chain operations.
What are the benefits of Industry 4.0 in the pharma industry?
Some of the benefits of Industry 4.0 in the pharma industry include increased operational efficiency, reduced downtime, improved product quality and safety, optimized supply chain management, and better compliance with regulatory requirements.
Are there any challenges in implementing Industry 4.0 in pharma manufacturing?
Yes, there are several challenges in implementing Industry 4.0 in pharma manufacturing. Some of the challenges include the high cost of implementing advanced technologies, data security and privacy concerns, the need for skilled workforce, and resistance to change from traditional manufacturing practices.
What are some examples of Industry 4.0 technologies used in pharma manufacturing?
Some examples of Industry 4.0 technologies used in pharma manufacturing include automation and robotics, predictive analytics, digital twin technology, cloud computing, augmented reality, and blockchain.
How can pharma companies prepare for the adoption of Industry 4.0?
To prepare for the adoption of Industry 4.0, pharma companies can start by conducting a thorough assessment of their current manufacturing processes and identify areas that can be improved using advanced technologies. They can also invest in training their workforce to develop the necessary skills to operate and maintain Industry 4.0 systems.
